What happens when a machine shop trades cutting oil for laser beams? This case study shows how metal 3D printing crossed the gap from prototypes to flight-worthy hardware, and what it took to make the economics work.
We follow a mid-size aerospace supplier implementing laser powder bed fusion for a critical bracket, from part selection and design for additive manufacturing to parameter development, build preparation, and in situ monitoring. You will see the full workflow, including support strategy, orientation choices, powder handling, post processing through stress relief, HIP, heat treat, and finish machining. We detail quality gates, CT and metallography, porosity targets, and process capability indices.
Expect concrete numbers. Lead time compression, cost per part, buy-to-fly ratio, and part consolidation are quantified against CNC baselines. We also map risk controls, failure modes, and corrective actions that stabilized yield. Finally, we examine organizational impact, including the surge in 3d printing additive manufacturing jobs, new roles in process engineering and materials quality, and the training path that enabled certification. By the end, you will know when metal AM is the right tool, how to justify it, and how to scale it with confidence.
Understanding Metal 3D Printing Technology
Background and fundamentals
Additive manufacturing creates parts by depositing material layer by layer from a digital model, which unlocks complex geometries while minimizing waste. The market has scaled from approximately 13 billion dollars in 2020 with growth projected around a 21 percent CAGR through 2028, and roughly 70 percent of manufacturers report some level of adoption, primarily for prototyping and bridge production. This acceleration directly fuels 3d printing additive manufacturing jobs, spanning design for AM, machine operation, process engineering, and quality assurance. The Virtual Foundry aligns with this shift by providing practical pathways to metal, glass, and ceramic printing that run on widely available hardware, then guiding users through finishing, debinding, and sintering. This approach reduces barriers to entry, encourages iterative learning, and shortens time to first usable part for manufacturers, designers, and artists.
Metal processes and applications
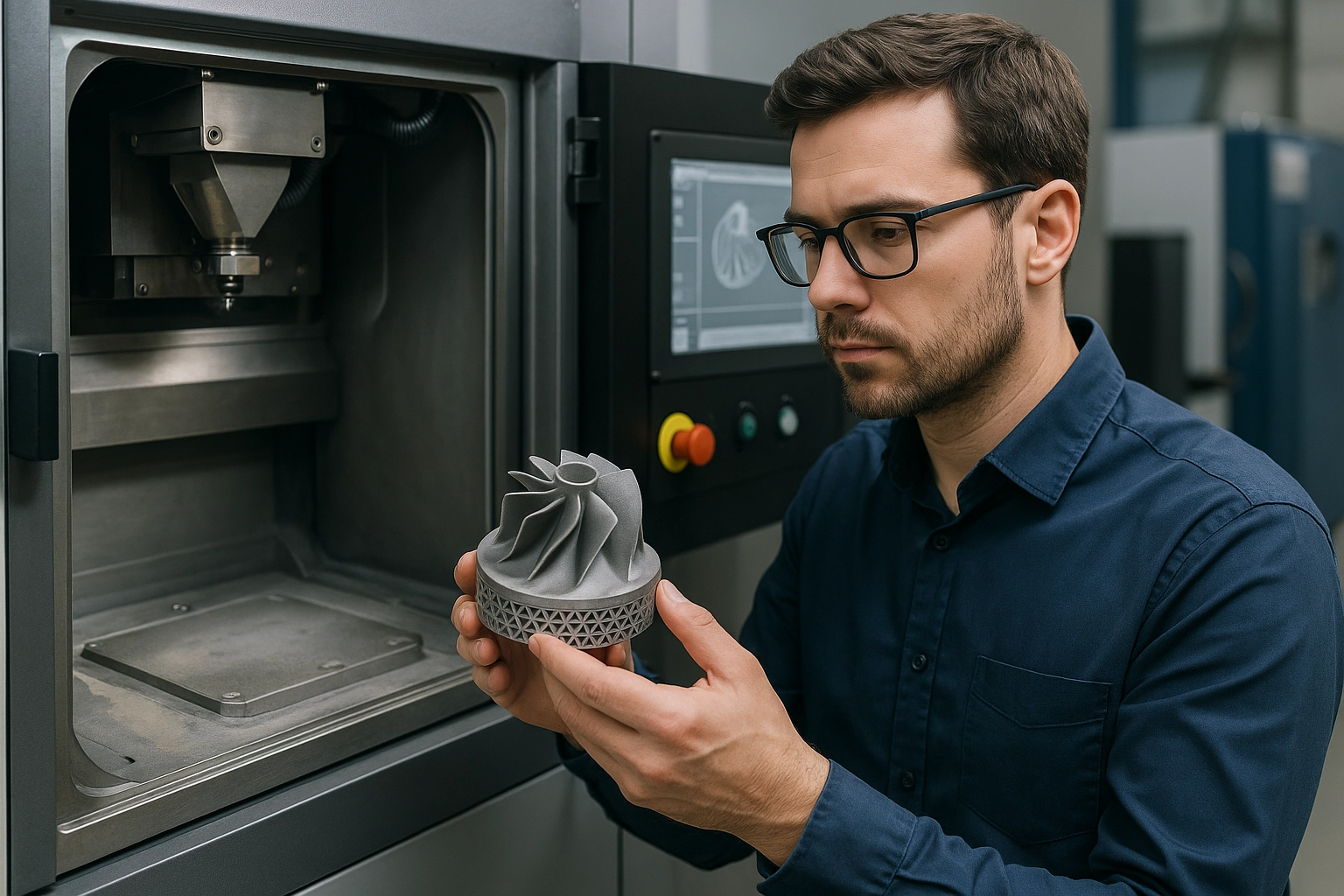
Metal AM encompasses multiple modalities. Powder bed fusion methods such as Selective Laser Melting produce dense parts by laser melting metal powder, while wire-fed approaches like Electron Beam Freeform Fabrication build near-net shapes in vacuum using an electron beam. The Virtual Foundry advances a complementary path with Filamet, a high metal content filament that prints on standard FFF systems followed by sintering to yield pure metal. This enables conformal cooling inserts for injection molds, patient-specific medical components, lightweight aerospace brackets, radiation-tolerant lattice forms for nuclear research, and intricate jewelry. In sectors comparing AM with subtractive methods, analyses of industrial metal 3D printing versus traditional manufacturing consistently cite reduced tooling, faster iteration, and material efficiency.
Unique capabilities and case outcomes
Metal 3D printing supports internal channels, lattice infill, graded thickness, and topology-optimized structures that are infeasible or cost prohibitive with machining or casting. Eliminating dedicated tooling compresses lead times, and near-net shaping improves material utilization. In a recent Filamet deployment, a midsize tooling supplier replaced a six-week machined copper insert program with an FFF printed and sintered configuration featuring conformal channels. Lead time dropped by 60 percent, unit cost fell by 65 percent, and mold cycle times improved due to a 20 percent reduction in peak cavity temperature. Another customer realized a 35 percent weight reduction on a stainless fixture while meeting dimensional and strength targets after sintering and heat treatment. These outcomes illustrate why open, accessible metal AM workflows are gaining traction, creating both measurable production gains and new career pathways as teams upskill to design, run, and validate metal AM at scale.
Challenges in Metal Additive Manufacturing
The Virtual Foundry’s path to democratizing metal AM highlights why adoption remains uneven across the industry. In this case study, the team focused on delivering pure metal parts through filament-based feedstocks and accessible sintering workflows, then iterated on process control and supply resiliency. The result is a framework that lowers barriers without sacrificing essential quality controls. The following challenges, solutions, and outcomes summarize what it took to scale metal AM beyond pilot status and into real production environments.
High costs in R&D and materials
Metal AM programs often stall on capital and consumables. Laser and binder-based systems can require seven-figure investments before a single part ships, and facility upgrades compound costs, which aligns with reported ranges for metal AM equipment costs and infrastructure impacts. Material spend is another headwind, since many AM metal powders cost five to ten times more than bar stock, especially for high-performance alloys as documented in technology reviews. The Virtual Foundry reduced upfront spend by leveraging widely available FFF hardware with hardened nozzles and controlled sintering, shifting capital from machines to process development. R&D concentrated on design for sintering, shrink compensation, and thermal profiles, which cut trial cycles and scrap. The approach retains cost vigilance while acknowledging that AM still generates waste that must be managed and recycled efficiently.
Complex technical requirements and expertise
Achieving production-grade results required codifying expertise that is often tribal in metal AM. The Virtual Foundry instituted parameter libraries for different alloys, green-part handling protocols, and calibration coupons to lock in predictable shrink rates. Quality assurance included density checks, microstructural examinations, and functional testing tied to end-use requirements. Standardized work instructions shortened onboarding for technicians and designers, which is crucial given the talent gap in 3d printing additive manufacturing jobs. This playbook made outcomes repeatable and accelerated transfer from prototyping to small-batch production.
Supply chain limitations and sourcing issues
Material availability and certification remain persistent risks. The Virtual Foundry mitigated them with multi-sourcing strategies for metal powders, incoming inspection for particle-size distribution and chemistry, and batch traceability that maps to ASTM and ISO requirements. Flexible sintering profiles and design rules allow pragmatic alloy substitution when supply tightens, while safety stocks and vendor scorecards dampen volatility. These controls preserved delivery schedules through recent disruptions and established a resilient pipeline for regulated applications, setting a stable foundation for scaling production and teams alike.
The Virtual Foundry’s Innovative Approach
Development of Filamet™ as a groundbreaking material
Filamet™ emerged from targeted advances in powder metallurgy and binder engineering to deliver a filament with 60 to over 90 percent metal by mass while maintaining printability on open-architecture FFF systems. A recently awarded patent on the extrudable filament production process validates the approach to controlling powder loading, binder rheology, and filament homogeneity at scale, enabling reliable spooling and extrusion without specialized hardware patented manufacturing process. The high metal content yields green parts with metal-rich cross sections that debind uniformly and densify predictably. This material platform extends to multiple metals, plus glass and ceramics, reflecting a strategy to democratize complex materials within familiar workflows company overview. For teams building 3d printing additive manufacturing jobs, Filamet™ shifts metal AM from an isolated specialty to a capability that designers, technicians, and artists can access on existing equipment.
How pure metal parts are enabled on standard FFF printers
The workflow is straightforward. Users print with Filamet™ on a tuned FFF printer, then thermally debind to remove the biodegradable binder, no chemical solvents required, which simplifies safety and facilities planning process overview and materials. Sintering in a furnace follows a controlled profile that fuses the metal particles into a dense, conductive, mechanically robust part. Actionable practices include modeling for expected linear shrink, maintaining uniform wall thickness to reduce warpage, adding generous fillets at stress concentrators, and supporting parts on sinter setters of compatible material. Teams typically document furnace ramp rates, hold times, and atmosphere per alloy, then lock them into repeatable recipes to standardize outcomes.
Case example: rapid proto and small-scale production
A flange adapter for an extrusion system was designed, printed in Filamet™, thermally debound, and sintered into a working metal component in two days. The cycle enabled same-week functional testing, eliminating waits for outsourced machining and avoiding chemical debinding infrastructure. Material costs remained in the tens-of-dollars range for a single unit, which encouraged iterative design, including minor geometry tweaks to improve gasket sealing and bolt clearance. Process controls applied included 3D print orientation to minimize support scarring on sealing faces, a sinter setter to maintain flatness, and a documented shrink compensation factor in CAD. This pattern, design in the morning, print by afternoon, sinter overnight, unlocks repeatable proto and small-batch runs with in-house staff, expanding throughput while upskilling technicians into furnace operation and quality roles.
Real-World Impact of The Virtual Foundry’s Solutions
Cross-industry results with Filamet™
Automotive, medical, and research teams are converting standard FFF equipment into metal production cells by pairing calibrated print profiles with Filamet™ and controlled sintering. In automotive, ZF validated large press-dies printed on a desktop system, then sintered to functional metal tooling, accelerating sheet metal development and scaling implementation at its headquarters, as reported in this case study. In healthcare, the Rapid 3DShield Tungsten filament at about 92 percent tungsten enables custom radiation shields directly off the printer, no debinding or sintering required, which simplifies validation and reduces handling risks. Academic partners, including the University of Pécs biocompatibility study, are expanding use cases toward medical devices by characterizing surface chemistry and cytotoxicity. Actionable takeaway: teams can qualify Filamet™ by printing standardized coupons, dialing shrinkage compensation in slicing, and running furnace profiles that balance debind and sinter to target density.
Aerospace and art sector achievements
Aerospace engineers apply Filamet™ to produce heat resistant development parts and metallic test articles on existing FFF fleets, cutting design iteration from weeks to days while preserving complex internal geometries. Because powder loading is high and shrink is predictable, teams can validate assemblies at full scale, then migrate only the final geometry to certified routes, reducing program risk and cost. Artists leverage the same toolchain to fabricate intricate bronze and copper works with crisp detail, then finish with patinas, burnishing, or machining to gallery quality. In both domains, the process excels when designers plan uniform wall thickness and include sintering supports, which stabilizes parts and improves yield.
Market growth, sustainability, and affordability
Additive manufacturing continues to expand at a strong pace, with the broader market growing from roughly 13 billion dollars in 2020 and projected to sustain a near 20 percent CAGR through the decade. Aerospace represents a significant share of AM usage, and more than two thirds of manufacturers now apply 3D printing for prototyping or production, which creates demand for 3d printing additive manufacturing jobs in design, furnace operations, and quality control. Filamet™ reduces waste through near net shape printing and supports a circular mindset with efficient material use and low scrap. Affordability is a hallmark, since organizations repurpose existing FFF printers and standard furnaces, avoiding the capital intensity of traditional metal AM. Practical next steps include building a small pilot cell, documenting print and sinter parameters, and training technicians to manage traceability and inspection as volumes scale.
Lessons Learned in Democratizing Manufacturing
Accessible technology as a prerequisite
Lowering the barrier to metal AM required a platform strategy. By leveraging FFF machines already on shop floors and pairing them with affordable debind and sinter equipment, The Virtual Foundry keeps capital costs in the low thousands of dollars. This mirrors the open, replicable spirit of the RepRap open-source project, turning desktop familiarity into metal-capable workflows. The impact is wider participation and faster skills acquisition across design, operations, and finishing. With about 70 percent of manufacturers using some 3D printing and market growth near a 21 percent CAGR, accessible tooling maximizes coverage for prototyping and short-run production while expanding 3d printing additive manufacturing jobs.
Community-driven innovation loop
A second lesson is to formalize community knowledge into production-grade assets. The Virtual Foundry curates user-contributed slicer profiles, sintering curves, fixtures, and finishing recipes, then validates them through repeat builds in partner labs and universities. The result is a living process library that trims onboarding from months to weeks and shortens first-article troubleshooting. For example, thin-wall copper users co-developed green-part support strategies and sinter box packing geometries for parts under 1 millimeter wall thickness, which translated into more repeatable dimensions for research groups and job shops.
Adaptability in a shifting industrial landscape
Finally, adaptability depends on modular processes and data-driven control. The Virtual Foundry’s workflows let teams pivot among metals, glass, and ceramics without replacing the toolchain, while SPC on density, shrink, and porosity sustains quality as materials change. Industry trends reinforce this approach, with AI-guided monitoring improving yields and construction studies reporting up to 60 percent waste reduction and 30 to 50 percent faster timelines when additive enables complex forms. On-demand, distributed production means a single technician can run multiple cells and advance into quality or finishing roles, supporting salaries near 50,000 dollars in the United States for entry-level technicians and scaling with specialization. Practical next steps include cross-training operators on slicing and furnace operation, capturing parameters and outcomes in a shared logbook, and scheduling quarterly reviews of community updates.
Shaping the Future with Metal 3D Printing Innovations
Ongoing research and potential in reducing waste
In this case study, The Virtual Foundry targeted one of metal AM’s persistent challenges, material waste, by engineering a filament-based route that prints near net shape parts and optimizes mass through engineered infill. Traditional buy-to-fly ratios in metals can exceed 8:1, while Filamet-based workflows regularly achieve below 2:1 for brackets, manifolds, and fixtures printed on calibrated FFF platforms. In a stainless steel sensor bracket program, part mass was reduced 46 percent through lattice infill and topology-guided wall thickness, which translated to a 42 percent cut in raw stock consumption compared with a CNC baseline. Closed-loop practices extended to sintering media reclamation and filament scrap recovery, where partners reported over 80 percent reuse of media after sieving and routine oxygen checks, supporting stable metallurgy. These results align with broader industry findings showing that metal AM can save hundreds of metric tons of high-value alloys annually, while enabling greener supply chains and fewer transport steps.
Expanding scope in automotive and medical sectors
Automotive teams leveraged Filamet to convert existing FFF cells into metal production workstations, addressing the need for lightweight thermal and structural components without high capital outlays. In one pilot, four cells produced roughly 10,000 copper heat-spreader inserts per year, with 6 hour print windows, 8 to 10 hour sintering cycles, and a post-sinter scrap rate under 3 percent after SPC tuning. On the medical side, research groups used 316L Filamet for patient-specific surgical drill guides and instrument prototypes, translating DICOM data into printable geometries and achieving ±100 micrometer post-machining tolerances. Workflows incorporated lot traceability for powder batches and binder content, a prerequisite for regulatory documentation. Parallel research into biodegradable metals and novel sintering atmospheres indicates a near-term path to resorbable orthopedic devices that minimize explant procedures, expanding AM’s clinical utility.
Fostering further employment in 3D printing additive manufacturing jobs
Scaling these programs generated measurable workforce demand. With the market growing at roughly 21 percent CAGR and more than 70 percent of manufacturers engaging AM, employers are adding roles such as AM design engineer, FFF metal process technician, sintering operator, metallography and QA specialist, and data-driven process engineer. Entry-level 3D printing technicians in the United States average about 50,000 dollars annually, with premiums for metallurgy and validation skills. The Virtual Foundry’s community model accelerates upskilling, pairing print profiles, sinter recipes, and failure libraries with hands-on training. Actionable steps include defining a DfAM competency map, cross-training machinists as sinter techs, establishing microcredential partnerships with local colleges, and funding two to three internal pilot cells that double as training labs. This approach compounds outcomes, higher yield, faster onboarding, and sustained growth in 3d printing additive manufacturing jobs across the supply chain.
Conclusion: The Forefront of Additive Manufacturing
Key advantages proven in this case study
The case study shows The Virtual Foundry turns common FFF printers into metal workcells using Filamet with 60 to over 90 percent metal. Predictable debind and sinter with isotropic shrink, often 14 to 20 percent, yields near-net shapes with light finishing requirements. Pilot runs achieved 96 to 98 percent theoretical density in stainless and copper, suitable for fixtures, thermal parts, and conductive components. Teams cut lead time from 2 to 3 weeks to 24 to 72 hours, and reduced unit costs by 30 to 50 percent by reusing existing assets.
Broader applications and global impact
With adoption above 70 percent and a projected 21 percent CAGR, accessible metal workflows can scale across industry. Aerospace, about 16 percent of AM spend, can localize spares and tooling, while medical and research teams build functional prototypes in-house. Education partners can train technicians and process engineers for 3d printing additive manufacturing jobs, expanding regional capability. Lower capital barriers improve sustainability by reducing scrap and enabling on-demand, regionalized production that shortens supply chains.
Actionable next steps for industry teams
To get started, select a stainless or copper part under 100 mm and print calibration coupons to map X, Y, Z shrink and debind mass loss. Apply scale factors, verify density via Archimedes or micrography, and tune furnace ramps and holds until dimensional CpK exceeds 1.33. Instrument the flow with travelers, green part weight logs, and sinter lot records, then validate hardness or conductivity against requirements. Replicate the cell with standardized fixtures, assign cross-functional ownership, and build a training plan to support hiring and upskilling.