Metal parts that once sat months in a machining queue now leave the printer ready for assembly in days. In this case study, we trace how a mid sized manufacturer transformed a complex, multi piece metal assembly into a single qualified component using 3d printing and additive manufacturing. The focus is practical and data driven, grounded in real process decisions and measurable results.
You will see how application screening, DfAM, and material selection shaped the strategy. We detail process choice, parameter optimization, and in situ monitoring. We walk through support minimization, distortion control, heat treatment, and surface finishing. Validation includes CT, tensile testing, fatigue screening, and dimensional capability. On the business side, we model cost per part, throughput, and scrap rate; we compare against CNC and casting; and we build the ROI case that unlocked production.
Expect clear before and after metrics, including cycle time reduction, part consolidation, and mechanical performance. You will also gain a repeatable framework, from pilot to scaled cells, with the pitfalls that matter most and the controls that prevent them. If you already grasp the basics, this study will help you move from promising prototypes to dependable production.
Background: Understanding the Rise of Metal 3D Printing
From prototyping to production: how additive matured
3D printing and additive manufacturing emerged in the 1980s to accelerate prototyping, then steadily advanced into production as materials, printers, and digital workflows improved. By 2020, the sector reached roughly €13.4 billion with a 22 percent annual growth rate, and, notably, the share of companies printing end‑use parts rose to 21 percent in 2023, signaling mainstream production adoption. These shifts track with broader supply chain goals, including rapid iteration, localized manufacturing, and inventory reduction. Industries that once used AM only to validate form and fit now run limited series, spare parts, and highly customized components on the factory floor. For a detailed view of this mainstreaming, see Future now: 3D printing moves from prototyping to production.
Why demand for metal AM is accelerating
Metal AM adoption is climbing as teams seek complex, high‑strength parts without tooling. In a recent survey, over half of respondents were preparing for full‑scale production with AM, 21 percent were already executing such runs, and 88 percent expected production‑scale AM to create economic advantages measured in billions, underscoring strong executive conviction. See the summary in this Survey on the shift from prototyping to full-scale production. Metal AM also enables part consolidation, internal channels, and lattice structures, often cutting costs by up to 70 percent for suitable geometries and volumes. Actionable takeaway: target parts with high machining waste, long lead tooling, or frequent design changes, then pilot with small batches to validate properties and economics before scaling.
The Virtual Foundry’s mission to democratize metal 3D printing
Against this backdrop, The Virtual Foundry focuses on lowering barriers that historically limited metal AM, such as high capital costs, powder handling, and specialized facilities. Its Filamet, a high metal‑content filament for standard FFF printers, lets teams produce green parts on equipment they already own, then debind and sinter in commercially available kilns to achieve fully metal components. Entry setups can be assembled for under $20,000, which expands access to researchers, small manufacturers, educators, and artists. Practically, a team can begin with an FFF printer, a compatible kiln, and the chosen Filamet alloy, then iterate on geometry, shrinkage compensation, and sintering profiles to reach target density and strength. This accessible path sets the stage for the case study that follows, where we examine challenges, the TVF approach, and measurable production outcomes.
The Challenge: Addressing Industry Limitations
Traditional metal manufacturing has served industry well, yet it imposes real constraints on innovation and responsiveness. Complex internal channels, conformal cooling, and lattice features are often impractical because they demand custom tooling and fixtures, which raises cost and limits geometry freedom, as documented in analyses of traditional processes and metal 3D printing tradeoffs design constraints and waste overview. Subtractive steps like milling remove large volumes of stock, increasing scrap and energy use, and casting introduces additional waste from gates and risers. Tooling-intensive operations such as metal stamping can be uneconomical at low volumes due to expensive dies and long changeovers tooling costs in stamping. For small batches, specialty alloys, or frequent design changes, these realities translate into long lead times, tied-up capital, and limited flexibility.
3D printing and additive manufacturing promise to unlock complex geometries and reduce waste, but metal implementations are often out of reach for many teams. Industrial machines commonly cost 100,000 to more than 1 million dollars, and metal powders like titanium or Inconel can run 300 to 500 dollars per kilogram. Post processing, including support removal, heat treatment, hot isostatic pressing, and occasional CNC finishing, adds time, equipment, and skilled labor. These factors slow iteration, even as roughly 50 percent of manufacturers use 3D printing for prototyping and certain parts can see up to 70 percent cost reduction when processes are tuned. The net effect is a paradox, the capability exists, yet the barrier to entry keeps many SMEs and creators on the sidelines.
This gap defined the challenge that The Virtual Foundry chose to solve, making metal additive practical without specialized facilities. In discovery with a 15 person aerospace supplier, requirements were clear, achieve sub millimeter features, withstand 260 Celsius operating temperatures, iterate in days instead of weeks, and cap per part prototyping costs under 100 dollars. Across pilots with manufacturers and university labs, the consistent needs were low capital expense, open hardware compatibility, straightforward post processing, and shared process knowledge. Practical takeaways follow from these findings, leverage widely available FFF platforms, start with accessible alloys for fixtures and thermal hardware, and use community validated sintering schedules to de risk first builds. These insights motivated an accessible, materials first path that the next section details, including how Filamet and kiln sintering compress cost and lead time while delivering pure metal results.
The Solution: The Virtual Foundry’s Approach
Filamet: metal printing on standard FDM
Filamet is The Virtual Foundry’s breakthrough feedstock for accessible metal 3D printing. It is a composite filament with high metal loading, typically 86 to over 90 percent by mass, bound in a thermoplastic that runs on standard FFF/FDM printers. Offered in copper, bronze, stainless steel, and other metals, it lets users create green parts on equipment they already own. After printing, the binder is removed in a controlled sintering cycle, producing a near pure metal part with the intended geometry. Because the metal powder is encapsulated, handling is cleaner and safer than loose powder processes. See the Filamet portfolio and specifications at The Virtual Foundry product catalog.
Simplifying the workflow from print to part
Filamet simplifies 3d printing and additive manufacturing by using existing printers and straightforward process controls. Practical starting points include a hardened 0.4 millimeter nozzle, 0.15 to 0.25 millimeter layers, 20 to 40 millimeter per second print speeds, and dry storage to maintain consistency. Designers should model for predictable, low double digit shrink and apply a global scale factor to maintain tolerances. Post processing is approachable with published sintering schedules and fixture guidance; see this field guide from The Virtual Foundry, affordable metal 3D printing guide. The result is faster iteration and lower costs, consistent with broader industry data where about 50 percent of manufacturers use additive for prototyping and some parts see up to 70 percent cost reduction.
Community collaboration and outcomes
The Virtual Foundry amplifies results through collaborative innovation and certified partners. A notable example is the appointment of Sapphire3D as the first certified sintering partner, creating a vetted path to repeatable density and surface quality for Filamet parts; see the announcement at sintering partner program details. This has accelerated applications like stainless tooling, copper thermal components, and fine bronze artwork with high purity finishes. Shared process profiles and fixturing recipes from the community improve yields on thin walls and lattices, and insights flow back into material and guideline updates. Customers report moving from first article to functional metal in days rather than weeks, translating to less scrap, tighter feedback loops, and a clearer route from prototype to production.
Results: Real-world Applications and Successes
Manufacturing transformations with Filamet
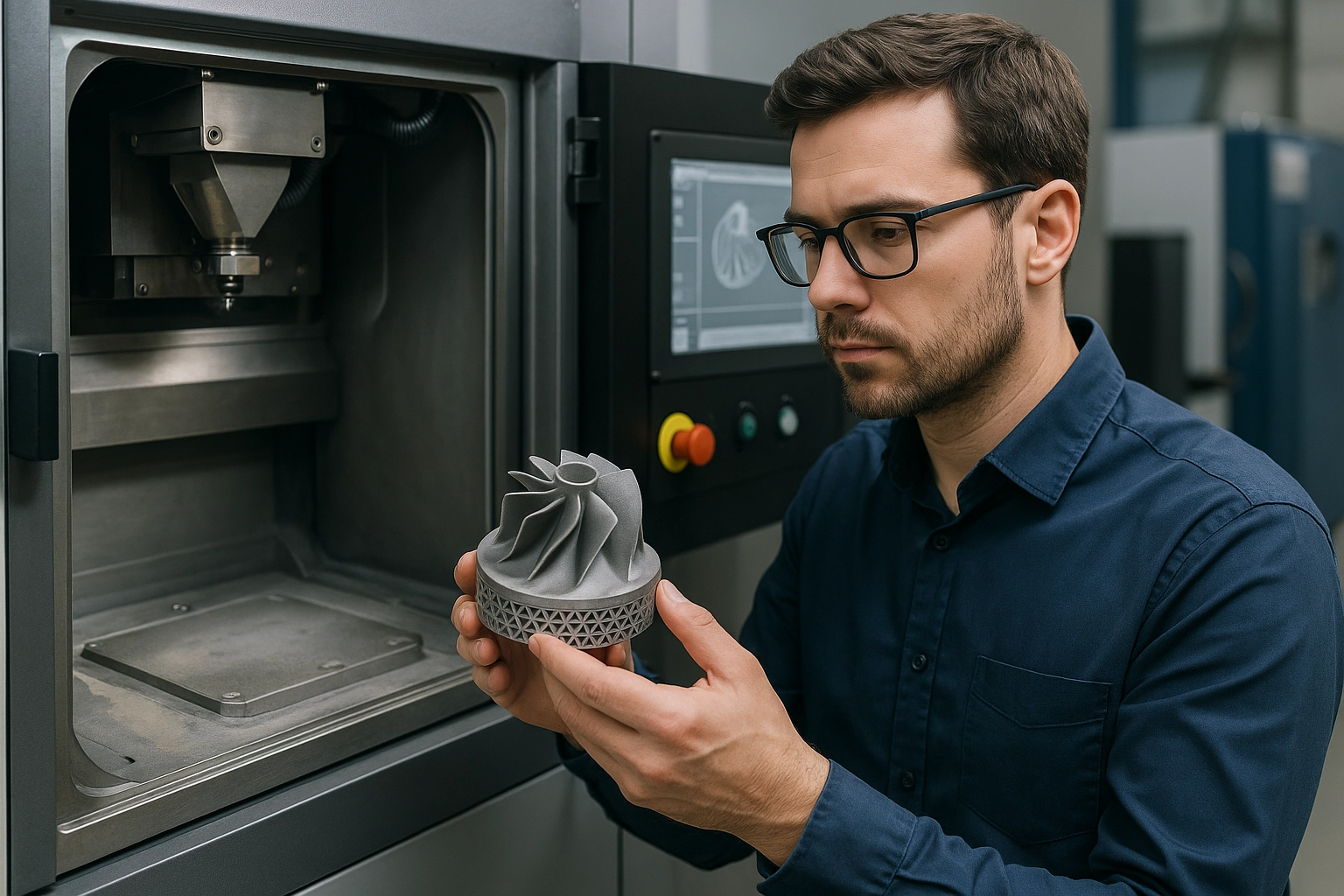
Manufacturers are converting prototyping bottlenecks into production-speed iteration using Filamet, a metal-rich feedstock that runs on standard FDM printers, as detailed in this EDN overview of Filamet enabling metal printing on standard hardware. In-house teams report cutting lead time from weeks to days; for example, a flange adapter for an extruder was designed, printed, debound, and sintered in about 48 hours, then installed to restore uptime. Open-architecture workflows documented by Halmstad University show how teams tune furnace profiles and printer parameters to the part, improving density without vendor lock-in. At larger scale, Fairfield Product Engineering produced copper heat-exchanger components weighing 600 to 700 grams, validating uniform sinter and functional thermal performance, all captured in The Virtual Foundry’s case studies archive. Across these cases, material spend and machining hours were reduced; depending on geometry, additive can lower unit cost by up to 70 percent while eliminating tooling. Actionable next steps: model with sinter scaling, add venting for binder escape, print solid skins with controlled infill, and run small coupons to calibrate shrinkage before committing to full builds.
Artists and designers, from concept to collectible
Artists and designers are getting production-grade metal look and feel without foundry minimums or long outsourcing queues. Jewelry makers report crisp detail that survives debind and sinter, then finishes like cast metal, with tumble times of 2 to 4 hours delivering a satin sheen and hand polishing unlocking a mirror finish or deliberate patina. Sculptors cite the material’s heft as a differentiator in galleries, and appreciate that pieces can be joined by soldering or brazing after sinter. Typical bench workflows include light sanding before debinding, carbon-supported sintering to target high density, then final finishing with standard metal polishes. For studios, design sprues or tabs that double as handling features, batch small parts to maximize kiln throughput, and document finishing recipes so a signature aesthetic can be repeated reliably.
Impact in aerospace and medical programs
In high-demand sectors, accessibility is changing how teams approach qualification. Aerospace, which represents roughly 16 percent of the 3d printing and additive manufacturing market, benefits from rapid thermal hardware iteration; the large copper prints above map directly to conformal cooling and heat exchanger R&D. Engineers can prototype stainless brackets and housings in days, then transition validated geometries to higher volume processes if needed, preserving schedule. Medical engineering groups use Filamet for patient-specific surgical guides and instrument prototypes, while planning biocompatibility and sterilization validation before clinical use. Practical steps include establishing materials traceability, locking sinter profiles under change control, and creating gauge coupons for density and hardness per batch. By prioritizing open materials, standard hardware, and documented workflows, The Virtual Foundry removed barriers that historically impeded adoption and converted pilot projects into sustainable production.
Lessons Learned: Insights Gleaned from Implementation
Iteration driven by user feedback
Implementation confirmed a simple truth in 3D printing and additive manufacturing: parameter intelligence compounds when it is shared quickly. The Virtual Foundry built structured feedback loops around Filamet, capturing print logs, kiln profiles, and microscopy images from real users across manufacturing, art, and research labs. That evidence base led to targeted refinements, such as updated ramp rates for debind-and-sinter cycles and revised extrusion temperatures for high loading filaments. In one internal improvement cycle, a five-step kiln profile update reduced warping complaints on thin-walled geometries by a meaningful margin and raised first-pass yield on test coupons. This mirrors broader AM findings where iterative, data-driven experiments can expand the solution space rapidly, as shown by research demonstrating large performance gains after relatively few optimization cycles.
Community-centered innovation as a force multiplier
A community-centric model accelerated both discovery and adoption. The Virtual Foundry’s open knowledge sharing, including validated print profiles for common FFF machines and kiln recipes for metals and ceramics, allowed users to adapt techniques to their own equipment without specialized capital. Cross-domain exchange proved valuable: a jewelry studio’s insight on slow binder burn-out for filigree parts informed aerospace R&D settings for thin lattice sections, improving dimensional stability. Educational partners contributed design-for-sintering checklists that cut trial iterations for new users, shortening time to acceptable density and surface finish. This community loop bridges the gap between laboratory parameters and shop-floor realities, turning isolated wins into repeatable practice.
Experimentation to guide future advancements
Real-world pilots emphasized three practices for ongoing gains. First, run compact design-of-experiments on key variables, for example, infill patterns, green part support strategies, and multi-stage kiln ramps, then capture results with simple imaging and weight loss measurements. Second, adopt basic in-situ monitoring, even low-cost machine vision, to flag extrusion anomalies that correlate with sinter defects, aligning with current research that uses learning algorithms to mitigate flaws in fused filament fabrication. Third, integrate mixed-reality or rapid CAD workflows to close the loop between design intent and manufacturable geometry, improving turn time from concept to part. These practices keep improvements compounding, and they position Filamet users to capitalize on the continued industrial shift toward accessible metal AM.
Conclusion: Future Prospects and Takeaways
Across this case study, The Virtual Foundry demonstrates that metal 3D printing and additive manufacturing can be practical and repeatable on hardware many teams already own. Filamet turns standard FDM systems into metal-capable platforms, cutting iteration cycles from weeks to days and reducing waste, which aligns with core benefits of additive manufacturing. In line with industry patterns, users report cost reductions of up to 70 percent for suitable parts and faster decision loops, with roughly 50 percent of manufacturers already leveraging 3D printing for prototyping. Applications span tooling where multi piece jigs are consolidated into single sintered parts, heat management, art, jewelry, and sensitive sectors like aerospace and nuclear labs. A shared parameter library for print, debind, and sinter has raised first pass yield.
Looking ahead, Filamet is poised for higher metal loading, expanded alloys such as steel, copper, bronze, and tungsten, greener binders, and tighter, AI supported debind and sinter profiles that improve dimensional control and density. Expect more multi material workflows and closed loop recycling that strengthens sustainability while lowering total cost of ownership. To adopt, run a 60 to 90 day pilot, choose low risk parts that fit furnace capacity, design for shrink and support removal, and baseline lead time, per part cost, and density. Use SPC on critical dimensions, document slicer and furnace recipes, train operators, then scale cell by cell.