Glass has long resisted additive manufacturing because its high melting point, brittleness, and viscous flow complicate controlled deposition. That resistance is fading. With 3d printing glass moving from research prototypes to pilot production, engineers can now fabricate complex optical, microfluidic, and thermal components that were impractical with molding or machining.
This article analyzes how different processes unlock printable glass, and what tradeoffs they impose. We will compare molten glass extrusion, silica nanoparticle photopolymerization with subsequent debinding and sintering, and laser-based powder consolidation. You will learn the fundamentals of feedstock preparation, viscosity control, and thermal management, along with the roles of annealing schedules and devitrification avoidance. We will benchmark achievable feature sizes, surface roughness, porosity, refractive index uniformity, and mechanical strength, and map these metrics to design choices.
Finally, we will survey recent innovations, including graded compositions, embedded waveguides, and hybrid glass-ceramic systems, and we will discuss where the cost and reliability curves are trending. If you are comfortable with additive manufacturing basics and want a deeper, technical picture of printing in silica, borosilicate, and soda-lime systems, you are in the right place.
Current State of 3D Glass Printing
Process landscape and materials
3D printing glass now spans repeatable workflows across several modalities. Direct ink writing extrudes viscous glass pastes that are later sintered to full density, while vat photopolymerization cures silica-loaded resins that convert to glass through debinding and thermal consolidation. Laser based powder-bed routes fuse glass powders to form near net-shape parts with controlled microstructure. Fused filament fabrication with glass-loaded filaments, carried by polymer binders, provides an accessible path aligned with kiln-based post processing. Material sets include soda lime, borosilicate, and fused silica, and binder chemistries range from PLA or PVA to siloxane networks that become silica upon pyrolysis, as detailed in a comprehensive review of 3D-printed silica glass.
Process conditions, resolution, and adoption
Energy and temperature profiles dominate quality. Typical debind cycles remove 10 to 20 percent organics below 500 C, followed by sintering that often peaks near 1000 C, with soda lime densifying around 700 to 900 C and fused silica requiring 1100 to 1200 C. Conservative ramp rates, 1 to 3 C per minute with 60 to 120 minute dwells, limit cracking and devitrification, and inert or vacuum atmospheres suppress bubble formation, as corroborated by laser and resin based glass printing methods. Resolution depends on modality. Vat photopolymerization and powder bed systems routinely deliver features near 100 microns, TPP reaches nanometric scales, and filament routes are typically 200 to 400 microns but can be post processed to improve surface quality. Market signals are positive, with analysts citing roughly 25 percent CAGR through 2030, waste reductions up to 30 percent versus subtractive processes, and prototype lead times cut by about 50 percent; The Virtual Foundry’s open, kiln centered workflow, glass filled Filamet, and community published parameters lower capital barriers and enable practical shop floor recipes where proprietary systems struggled with cost and process rigidity.
Mechanics and Methods of 3D Glass Printing
Layer-by-layer mechanics and process chain
3d printing glass builds geometry incrementally, either by extruding glass-filled inks, photopolymerizing suspensions, or solidifying precursors volumetrically. Direct ink writing lays down shear-thinning glass pastes that are later debound and sintered; stereolithography cures resin loaded with silica particles, then undergoes burnout and densification. Volumetric additive manufacturing cures an entire 3D volume in seconds, enabling features that are difficult with layer scanning, as demonstrated in laser-based volumetric glass printing. Reported in the literature, feature resolutions near 100 microns are achievable, with surface quality strongly dependent on post-processing and annealing. Temperature demands vary by route, from low-temperature curing of printable glass inks highlighted by MIT Lincoln Laboratory to conventional sintering windows near 700 to 1000°C for many compositions. SLA-style approaches using particle-laden resins have shown intricate optics-oriented geometries, as profiled by the Smithsonian overview of glass SLA research.
From glassblowing to digital fabrication
Traditional glassblowing excels at continuous surfaces but struggles with repeatability, internal lattices, and conformal channels. Additive workflows convert a CAD definition into deterministic toolpaths, so identical parts can be reproduced with minimal variance and with complex voids, gyroids, or graded thickness. Material usage is inherently frugal, often cutting waste by up to 30 percent compared with subtractive or over-pull forming. Prototyping cycles shorten significantly, commonly by about 50 percent when digital iteration replaces new tooling. For stress control, plan anneals at or slightly below Tg with slow ramps and soaks, and validate optical performance with interferometry or haze measurements when transparency is a requirement.
Addressing heat, energy, and affordability with The Virtual Foundry
The main technical cost driver is thermal processing, since glass densification and stress relief demand careful ramp rates and holds. Practical guidelines include ramping below 2 to 3°C per minute near Tg, soaking 1 to 2 hours, and batching parts to amortize furnace warmup energy. The Virtual Foundry lowers barriers by enabling FFF-printed green bodies using glass and ceramic variants within its Filamet family, then completing parts through accessible debind and sinter workflows in benchtop kilns. This decouples shaping from high-temperature forming, allowing users to print on common machines, compensate for 10 to 20 percent linear shrinkage in CAD, and achieve intricate channels that are not feasible with blowing. The result is an affordable, scalable path to complex glass geometries that integrates cleanly with existing lab or studio infrastructure, setting up downstream polishing and optical finishing where needed.
Applications and Potentials of 3D Printed Glass
Artistic and architectural applications
3D printed glass enables freeform glazing, graded textures, and lattices that are difficult with casting or blowing. A prominent example is the development of interlocking recycled-glass facade bricks, which demonstrate structural performance suitable for building-scale assemblies and can be disassembled for reuse, supporting circular construction interlocking recycled-glass facade bricks. Studios use similar workflows for daylighting panels, acoustically tuned textured glazing, and sculptural installations. Typical feature sizes near 100 microns support filigree motifs while preserving optical clarity after annealing and polish. The Virtual Foundry’s community-driven finishing practices, including cold-working and controlled annealing schedules, translate well to glass inks and green bodies.
Scientific research applications and precise customizations
In optics and photonics, researchers now print glass with spatially varying refractive indices, enabling gradient-index lenses, athermal prisms, and compact beam shapers 3D printed optics with tunable refractive index. This precision supports microfluidic flow cells, spectroscopic cuvettes, and custom lenslet arrays for imaging. Prototyping cycles can shrink by up to 50 percent when designs are iterated directly from CAD to print, then to post-process and test. Optical surface quality is achieved through controlled sintering followed by lapping and flame or ion polishing. Exhibition programs highlight broader translation from lab to practice, including architectural and artistic demonstrators 3D glass printing showcase.
Smart technologies and IoT innovations
Glass printing is well suited for embedded waveguides, sealed cavities, and chemically inert microreactors. Researchers are integrating optical paths and resonant cavities for environmental sensing, as well as fiber-coupled housings with precise ferrule alignment. Actionable design steps include reserving anneal relief volumes, co-printing channels for sensor placement, and qualifying hermeticity with helium leak testing. Operating constraints remain significant, since many processes reach about 1000°C, so fixture and electrode materials must be thermally compatible. Hybrid glass-polymer approaches can reduce energy input while preserving optical function in non-critical zones.
Personal and industrial design
Applications span automotive lamp optics, personalized eyewear prototypes, and custom luminaires with tailored diffusion. Electronics teams employ printed glass lids and dielectric structures to improve thermal stability and chemical resistance in device packages. Additive routes can cut material waste by up to 30 percent and support on-demand spares and variant management. For manufacturability, target minimum wall thickness above 1.0 to 1.5 mm for unsupported spans, use 2 to 3 mm fillets at internal corners, and schedule staged anneals to remove residual stress. The Virtual Foundry ecosystem helps practitioners adapt debinding, sintering, and finishing playbooks to glass-filled and sol-gel systems.
Market insights
The 3D printed glass market is expanding, with projections indicating roughly 25 percent CAGR through 2030. Current adoption skews toward prototyping and installations, with about 15 percent of deployments in art and design. Growth is driven by recycled feedstocks, multi-material printing, and improved post-processing. Community guidance and accessible workflows are accelerating entry for designers and small manufacturers, setting the stage for broader industrialization.
Innovative Solutions Offered by The Virtual Foundry
Filamet versatility and access
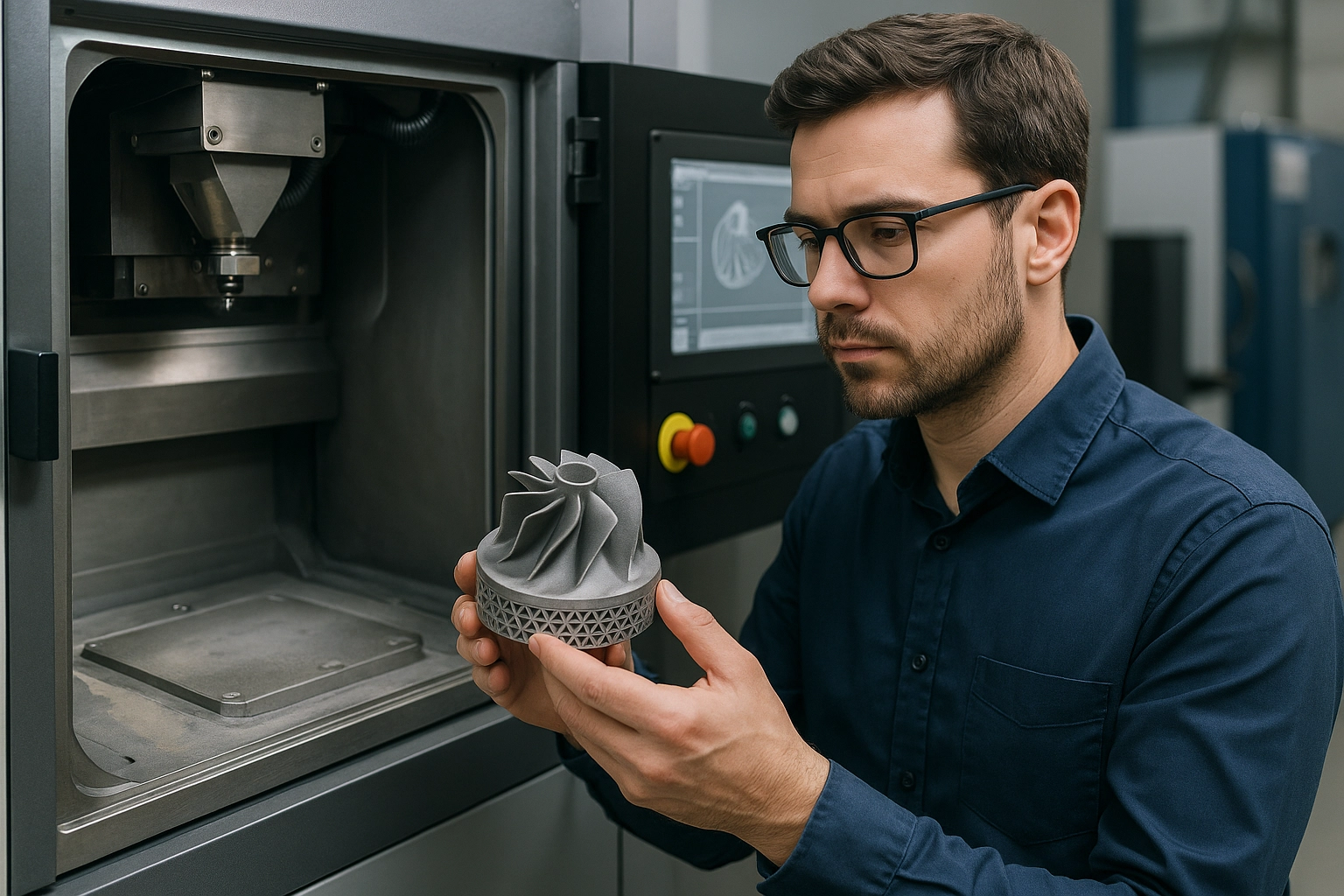
Filamet is a powder bound composite that carries high loadings of metal, glass, or ceramic in a thermoplastic matrix, enabling precision parts on standard FDM platforms. The portfolio spans stainless steel, copper, bronze, aluminum 6061, borosilicate glass, and several ceramics, each with tuned print and sinter profiles. Most users only need a hardened nozzle, careful filament drying, and slicer adjustments to manage flow and abrasion, which keeps hardware costs low. After printing, parts move through debind and sinter to yield monolithic metal or 100 percent glass, while preserving complex internal channels that are impractical in subtractive workflows. Typical glass printing resolutions near 100 microns support fine lattice features and thin walls. Open architecture guidance lowers the learning curve for education, labs, and small manufacturers alike, expanding access to metal and 3d printing glass capabilities Metal, glass, and ceramic Filamet materials, Affordable 3D metal printing overview.
Finishing and refinement for performance
Post processing follows a controlled debind, then sintering at temperatures below bulk melt, for glass commonly near 1000°C in line with glass AM norms. Pyrex borosilicate Filamet parts are fully glass after sinter, not optically clear until secondary finishing such as progressive polishing and stress relief by annealing are applied Pyrex Glass Filamet product notes. Metals respond well to vibratory finishing, media blasting, and, when applicable, electropolishing to refine surface roughness and improve fatigue resistance. Dimensional accuracy is driven by calibrated scale factors from test coupons and controlled ramp rates, for example 1 to 3°C per minute during binder burnout to prevent cracking. Atmosphere control, neutral or reducing as specified, mitigates oxidation and ensures high density. Across the workflow, additive routes can reduce material waste by up to 30 percent and cut prototyping time by roughly 50 percent compared to traditional methods.
Community and multi material integration
The Virtual Foundry sustains an open community of practice, sharing print profiles, kiln schedules, troubleshooting data, and custom Filamet development on request. This collaboration enables rapid iteration on graded metal glass interfaces, ceramic cores with metal overprints, and tailored lattice infills. Effective multi material prints align toolpaths, purge strategies, and sintering curves so co fired materials shrink compatibly without delamination. A practical pattern is embedding copper conductors within borosilicate shells to prototype hermetic feedthroughs, using sacrificial spacers to buffer shrink differentials. Designers can consolidate electrical isolation, thermal barriers, and optical windows in one build, minimizing post bonding risk. The result is faster development of parts for optics, architecture, and medical devices, leveraging tunable transparency, color, and strength that 3d printing glass uniquely enables.
Trends and Future Directions in 3D Printed Glass
Sustainable feedstocks and circularity
Sustainability is accelerating 3D printing glass beyond prototyping toward building-scale components. Recycled soda‑lime cullet is being reformulated into printable pastes and pellets, with rheology tuned for stable extrusion and minimal slump. A recent Challenging Glass Conference study mapped viscosity and extrusion envelopes for recycled glass, indicating viable layer heights at 100 to 300 microns and consistent bead geometry after sintering. Heritage glass waste is entering the loop as well, as shown by the VERO2 project using Murano glass waste, which validates fully recycled inputs for artistic and architectural pieces. From an environmental standpoint, additive routes can cut material waste by up to 30 percent compared with subtractive or mold-heavy methods, and green-state regrind enables further closed-loop recovery before sintering. For energy, direct glass melt processes typically operate near 1000 degrees Celsius, so designs that maximize porosity where permitted and minimize thermal mass can materially lower furnace time per part.
Hybrid metal-glass workflows
Hybrid printing that combines glass with conductive or structural metals is moving from concept studies to practical toolpaths. The Virtual Foundry’s powder-bound approach enables glass and metal Filamet on standard FFF platforms, which means toolchanging printers can deposit both classes of material in a single build, then debind and sinter in staged cycles. Actionably, plan for differential shrinkage by scaling metal paths 14 to 20 percent relative to green geometry and by introducing compliant interfaces, for example a glass-rich buffer around metal traces to manage coefficient of thermal expansion mismatch. Keep green-state extrusion temperatures low for dimensional stability, then use a furnace ramp that preserves glass viscosity windows while fully densifying metal phases. This route reduces capital intensity and simplifies maintenance compared with bespoke multi-physics machines, while preserving feature sizes near 100 microns where nozzle and bead control allow.
Smart home adoption and market outlook
Smart home devices benefit from 3D printed glass through integrated light guides, capacitive touch surfaces, transparent antennas, and daylighting bricks that embed sensors during the build. Architectural panels with embedded metal Filamet traces can function as heating elements or environmental monitors while remaining aesthetically clean. Prototyping cycles shrink by roughly 50 percent when moving from tooling to additive, which speeds certification testing and variant iterations. Market analyses indicate a 12 percent CAGR for glass additive manufacturing through 2030, driven by sustainable materials, hybridization, and building electronics integration. For teams adopting these trends, start with recycled glass formulations for non-optical features, validate hybrid joints with coupon testing under thermal cycling, and leverage community knowledge at The Virtual Foundry to refine debind-sinter profiles that balance density, clarity, and efficiency.
Conclusion: The Future of 3D Printed Glass
3D printing glass is exiting its experimental phase, defined by measurable performance and stable workflows. Recent systems routinely resolve features near 100 microns, enable graded translucency, and cut prototyping cycles by roughly 50 percent compared with traditional tooling. Process temperatures around 1000 C remain demanding, but thermal budgets are being reduced through glass-filled inks, photopolymer precursors, and optimized sintering. Sustainability is advancing in parallel, with recycled cullet feedstocks and hybrid glass-polymer formulations that maintain optical quality while lowering embodied energy and waste by as much as 30 percent. Given a projected market CAGR near 25 percent to 2030, teams that track materials datasets, sintering profiles, and multi-material toolpaths will be best positioned to capture near-term value in architecture, optics, and medical devices.
The Virtual Foundry has accelerated this shift by delivering powder-bound composites that let users prototype and produce glass and ceramic geometries on standard FDM platforms, then densify to functional parts with controlled post-processing. This approach lowers capital barriers, stabilizes the print-sinter workflow, and scales from studio to lab to pilot line, supported by community-shared parameters and finishing methods for clarity and strength. Practical next steps include auditing available kilns for 1000 C capability, designing parts for sintering shrinkage, dialing layer heights to 100 to 200 microns, and trialing recycled glass formulations in noncritical components. For innovation roadmaps, explore multi-material stacks where printed glass interfaces with metals or ceramics for optics, thermal management, or chemical resistance. The take-away is clear, start a small application trial, measure resolution, porosity, and refractive performance, and iterate to unlock new opportunities in art, architectural glazing, and precision instrumentation.