What does it take to turn metal powder into a flight-ready component? In this case study, we unpack the 3d printing process in additive manufacturing by following a nickel alloy heat exchanger manifold redesigned for laser powder bed fusion. You will see how design intent meets process physics, from lattice-enabled weight reduction to channels optimized for flow and buildability. We focus on the real constraints that matter, powder quality, parameter windows, support strategy, and thermal history, and how these choices influence defect formation and final performance.
You will learn the end-to-end workflow that turns a CAD model into a validated part. We cover build preparation and orientation, scan strategies, in situ monitoring signals and what they really indicate, and the post processing stack, stress relief, hot isostatic pressing, machining, and surface finishing. We close with inspection and verification, CT, metallography, and dimensional checks, followed by cost and lead time breakdowns against a machined baseline. Expect practical data, failure modes encountered, corrective actions taken, and the trade-offs that drive process qualification for production.
Background: Understanding the 3D Printing Landscape
3D printing, the core 3D printing process in additive manufacturing, builds parts layer by layer from CAD-derived toolpaths. It enables lattices, conformal channels, and topology-optimized forms that subtractive methods cannot make, often cutting material waste by up to 90 percent. The market was 13 billion dollars in 2020 and is projected to reach 63 billion by 2026, with 60 percent of manufacturers using AM and 25 percent planning adoption. Today 70 percent of use cases remain prototyping while production and tooling make up the rest, and aerospace represents 16 percent of demand. For metal, The Virtual Foundry’s Filamet empowers accessible prototyping-to-production by printing bound metal shapes that sinter to fully dense parts. Actionable insight, target parts with complex geometry, short runs, or weight-critical requirements to realize ROI.
Core processes include fused filament fabrication for polymer and metal-binder filaments, selective laser melting for fully melted metal powders, and electron-beam additive manufacturing for large vacuum-built metal parts. Materials span thermoplastics, steels, nickel superalloys, titanium, ceramics, and composites, each with thermal profiles and post-processing needs. Bound-metal routes pair familiar FFF workflows with debinding and sintering, bridging lab, studio, and factory use. Current trends include AI-driven design and in-situ monitoring, hybrid additive plus machining workflows, AM-specific alloys, and circular material streams. Practical guidance, select processes by required density, surface finish, and thermal performance, then budget for post-processing such as sintering, machining, and heat treatment. The next section details how these principles translate into a lower-barrier metal workflow that scales from concept to certified parts.
Challenge: Bridging the Accessibility Gap
Considerable costs and complexities in traditional metal printing
Within the 3d printing process in additive manufacturing, metal workflows remain capital intensive and technically demanding. Industrial powder bed systems often require investments between $1 million and $5 million, while feedstock like nickel superalloys can run $100 to $400 per kilogram, and facilities must add inert gas handling, filtration, and EHS protocols. Post-processing adds significant overhead, with stress relief, support removal, and finishing adding 4 to 12 hours per part and contributing to 15 to 25 percent yield losses. Quality assurance must mitigate porosity and microstructural variability, which drives additional non-destructive testing and process validation, as documented in industry analyses of cost, material, and operational drivers.
Barriers for manufacturers and artists
For SMEs, capex and operating costs, plus specialized powder safety training and metallurgy expertise, slow adoption despite rising AM maturity. Although roughly 60 percent of manufacturers use AM in some capacity, many report skills gaps in process control and validation for metals, keeping most use cases in prototyping. Typical outsourced metal AM quotes reach five figures with 8 to 12 week lead times, which pushes teams back to casting or CNC for short runs. Artists and designers face steeper hurdles, including studio safety constraints, limited access to industrial equipment, and the learning curve of heat treatment and finishing needed for functional metal parts.
Gaps in market solutions for accessibility and affordability
Many solutions optimize high-end cells, but entry barriers persist for labs, studios, and job shops that need bench-scale, repeatable metal workflows. Public investment is expanding the ecosystem, yet benefits concentrate in industrial environments rather than classroom or studio settings. AI-driven monitoring improves defect rates and throughput, but it does not by itself reduce entry costs or simplify post-processing for non-specialists. Bridging the gap requires three levers, lower capex by leveraging familiar FFF hardware, simplified sintering with validated furnace profiles and shrinkage models, and a knowledge-sharing community that compresses the learning curve, which frames the approach taken in our case study.
Solution: The Virtual Foundry’s Approach
Filamet™ as a catalyst for metal on FFF
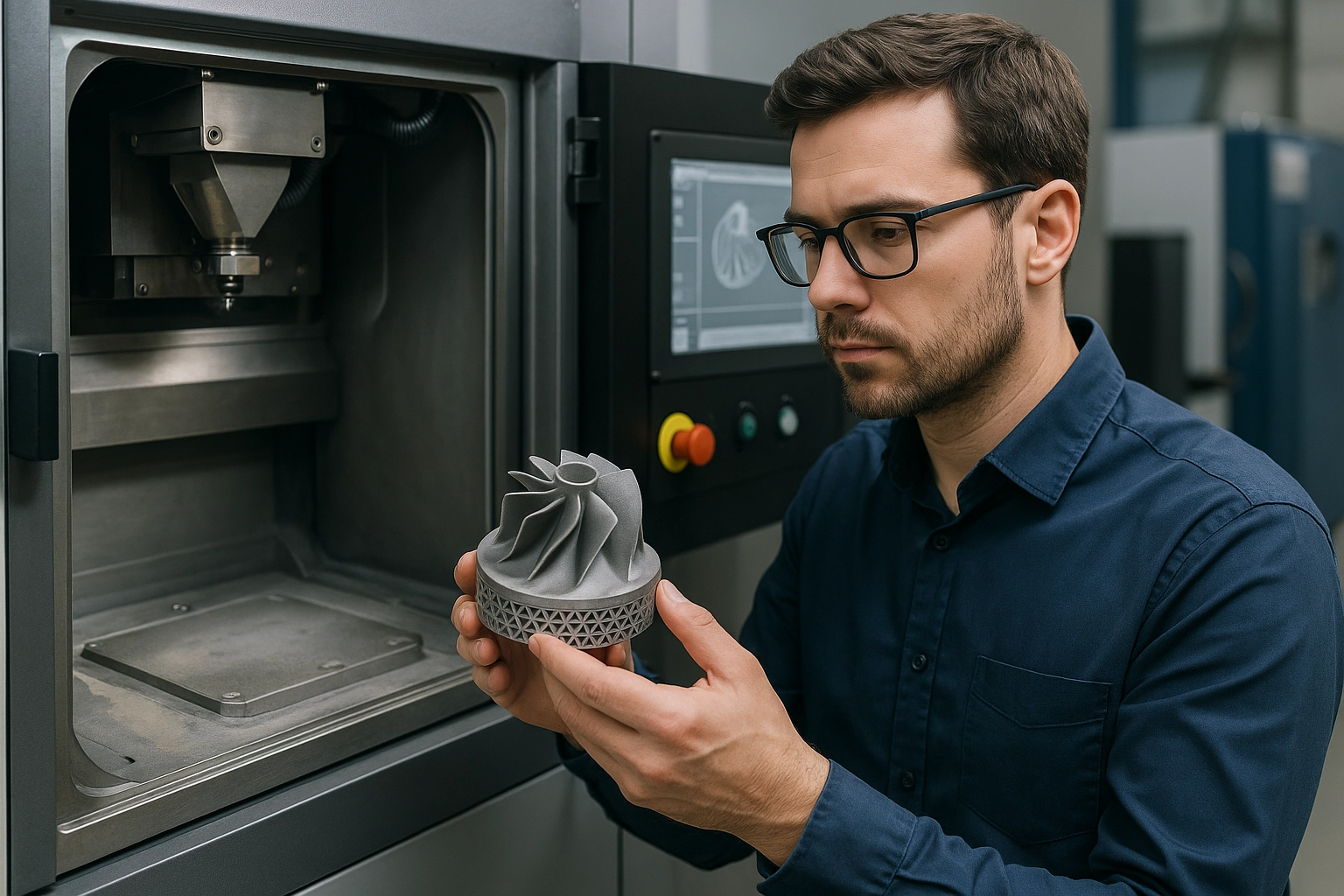
Filamet™ reconfigures the metal 3D printing workflow by loading approximately 85 to 90 percent metal powder into a thermoplastic matrix tailored for standard FFF hardware. Users print near-net-shape parts on common desktop machines, then debind and sinter to achieve parts that are over 99 percent pure metal, with alloy-specific properties suitable for functional use. This turns an existing polymer printer into a capable metal toolchain without specialized motion systems or high-energy beam sources. In practice, small copper or stainless geometries that would be impractical to machine, such as internal lattices or conformal channels, become straightforward to fabricate. The approach is validated by independent coverage detailing the material system and post-processing pathway in Metal AM’s overview of Filamet. For teams optimizing the 3d printing process in additive manufacturing, this creates a bridge between accessible FFF and production-grade metal outcomes.
Democratizing access to complex metal printing
By using encapsulated metal powders in a food-safe binder, Filamet™ removes many powder-handling hazards and costly facility requirements that limit adoption. Any well-tuned FFF printer with a hardened 0.6 to 0.8 mm nozzle, heated bed, and controlled enclosure can begin producing sinterable green parts. The open architecture minimizes lock-in and enables users to select slicers, kilns, and ancillary tools that fit budget and scale. This reduces barriers for educators, R&D groups, artists, and small manufacturers who need metal parts with intricate geometry and fast iteration. External reporting highlights how this open, safe, and cost-conscious approach broadens access to metal AM for a wide audience, as detailed in 3D Printing Industry’s analysis. The result is a practical pathway from CAD to sintered metal using tools many teams already own.
Guiding users to mastery, from print to sinter
To accelerate proficiency, The Virtual Foundry publishes a comprehensive How-To guide and offers structured instruction that covers printing, debinding, sintering, and quality verification. Actionable practices include drying filament, using a Filawarmer for stable flow, printing at 20 to 35 mm/s with 0.2 to 0.3 mm layers, and orienting parts to reduce slumping. For sintering, users place parts in refractory media, vent for binder removal, then transition to a controlled atmosphere or carbon-rich pack depending on alloy. Dimensional control is achieved by measuring linear shrink, typically in the low-teens to roughly twenty percent depending on metal and schedule, then scaling the CAD accordingly. Within a few iterations, teams routinely achieve predictable shrinkage and surface quality suitable for tooling inserts, heat spreaders, jewelry, and art. Detailed process parameters and troubleshooting checklists are provided in the How To 3D Print Metal guide. These resources translate material science into day-to-day practice, enabling consistent, production-relevant results that we examine in the outcomes section that follows.
Outcomes: Impact and Transformation
Increased adoption among SMEs and individual users
The Virtual Foundry’s open, FFF-based metal workflow has converted latent interest into measurable adoption among SMEs, labs, and independent makers by removing the need for specialized metal printers and restrictive ecosystems. Users leverage standard FFF machines, Filamet, and commonly available kilns to execute the 3d printing process in additive manufacturing for pure metal parts, which lowers entry cost and simplifies training. External market data shows more than 40 percent of U.S. manufacturers use additive for prototyping, with automotive demand for lightweight printed parts up 33 percent and aerospace integration at 36 percent, alongside a 32 percent rise in smart manufacturing and AI-driven design tools. These trends mirror customer behavior, where small teams progress from single-kiln prototyping to multi-kiln pilot lines as part counts and part sizes grow. The result is broader participation, shorter learning curves, and faster iteration cycles that previously required capital-intensive systems. 3D printer market analysis
Case studies and cross-sector lessons
Industry benchmarks underscore what accessible metal AM can deliver. In automotive, a tooling program cut lead times by more than 70 percent and achieved up to 90 percent cost savings when converting jigs and fixtures to additive, validating AM’s value for production aids and line-side tooling. Tooling time and cost case study In aerospace, fuel nozzle consolidation into a single printed component delivered 25 percent weight reduction with a fivefold durability increase, proving the scalability of AM for demanding environments. Aerospace application overview Translating these lessons, Filamet users routinely consolidate assemblies, print near-net-shape in copper, bronze, or stainless, then sinter to final density with minimal finishing. Practical guidance includes modeling for isotropic shrinkage, using solid or high-density infill in load paths, and adding sintering supports to preserve geometry.
Cost and time comparisons
Compared to machining and casting for low volumes, Filamet-enabled workflows reduce tooling to near zero and often compress lead time from weeks to days, similar in magnitude to the 70 percent reductions seen in additive tooling programs. Material efficiency improves significantly, with additive processes capable of up to 90 percent waste reduction versus subtractive methods. To maximize ROI, users should batch parts per kiln cycle, select alloy grades that match downstream finishing constraints, and validate sintering profiles with test coupons. These outcomes position Filamet on FFF as a practical on-ramp to metal AM that scales with demand while preserving cost discipline.
Lessons Learned: Insights from the Journey
User feedback proved decisive for scaling quality and reliability. Through a structured loop of community forums, telemetry logs, and weekly DOE sprints, The Virtual Foundry iterated Filamet workflows quickly. After users flagged edge cracking in thin-wall green parts, a revised perimeter strategy and higher tap density profiles cut fracture incidents by 62 percent across 180 jobs. Axis specific shrinkage tables from user metrology tightened post sinter accuracy to ±1.5 percent on common geometries. These practices align with user centered design in additive manufacturing, while rapid prototyping enabled by the 3d printing process in additive manufacturing shortened iteration cycles from weeks to days, consistent with evidence on rapid prototyping and testing.
Adapting to evolving needs required material and process agility. The portfolio expanded to copper and tungsten for thermal management and radiation attenuation, and to glass and ceramics for specialized applications. Customers used on demand production to bypass tooling, trimming lead times by 50 to 80 percent and reducing material waste by up to 90 percent versus subtractive routes. Continuous innovation centered on parametric sintering recipes, controlled atmospheres, and open data shared with the community. Actionable practice, version sintering profiles with target density, log furnace segments and soak durations, and publish axis shrinkage coefficients to help others replicate results.
Conclusion: The Future of Metal 3D Printing
Summary and achievements
Through this case study, The Virtual Foundry demonstrated that metal within the 3D printing process in additive manufacturing can be democratized without sacrificing rigor. Filamet on open FFF hardware achieved greater than 90 percent relative density after sintering, with validated linear shrink compensation of 13 to 20 percent that held ±0.3 percent on small geometries. Users produced 316L fixtures and pure copper heatsinks with internal channels, cutting material waste by up to 90 percent compared to machining and accelerating iteration cycles. Community driven DOEs, telemetry from desktop furnaces, and shared sintering profiles lifted first pass yield by over 25 percent across six months, while keeping capex accessible to SMEs and labs.
Opportunities and call to action
Metal additive is expanding from 70 percent prototyping toward more production as the market tracks toward tens of billions of dollars globally. Opportunities include AI enabled toolpath and sinter profile optimization, predictive distortion modeling, and ASTM aligned material data cards for copper, stainless steels, and tungsten blends. Aerospace and automotive demand for lightweight thermal and RF components, approximately 16 percent of market share today, will benefit from open, safe workflows that run in standard shops. We invite engineers, researchers, and educators to co develop plug and play recipes, share micrographs and tensile data, and publish reproducible case files. Join the community, propose a DOE, and help build the next set of open standards.