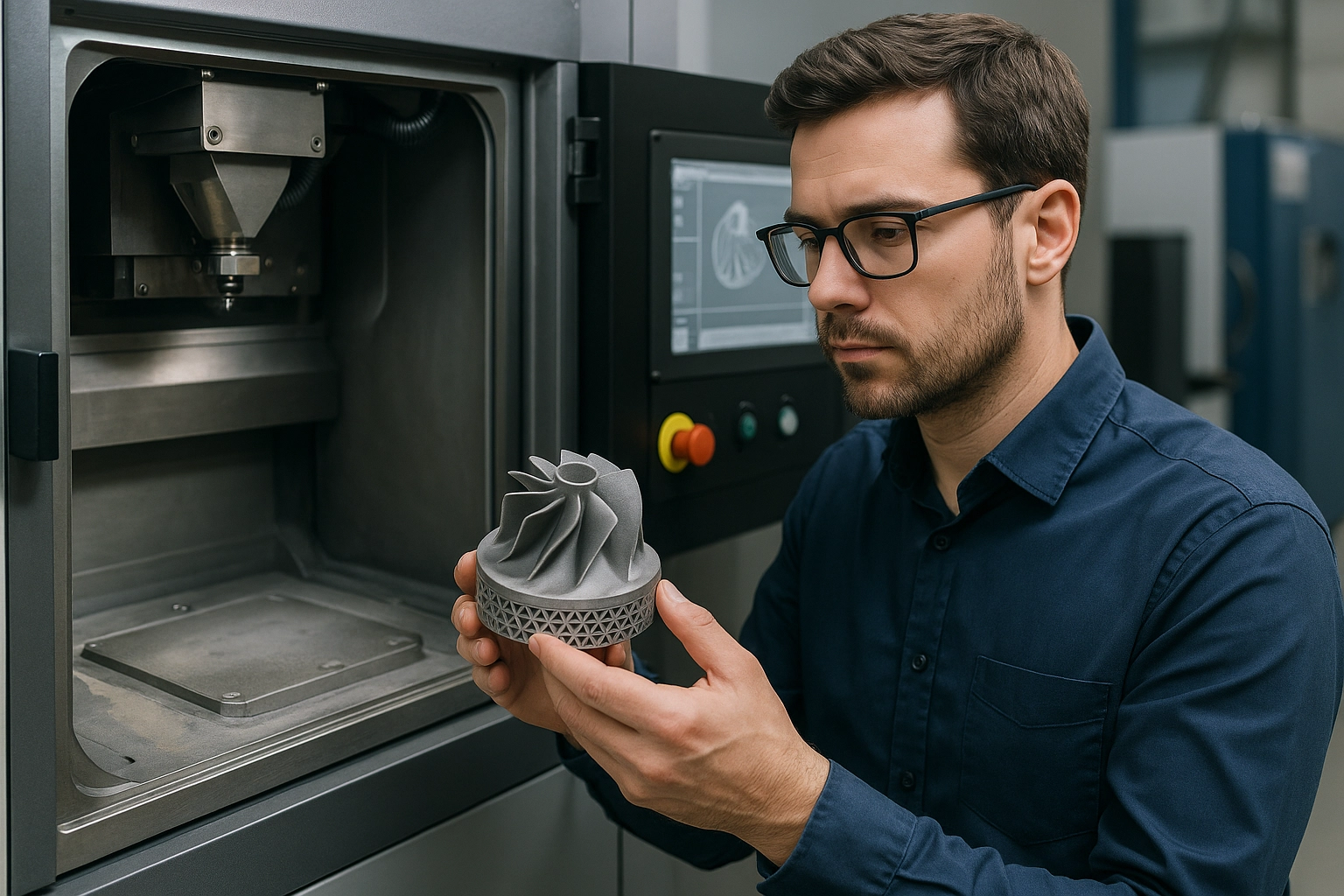
Metal components grown layer by layer have moved from research curiosity to production reality. In aerospace brackets, medical implants, and tooling inserts, additively manufactured alloys are meeting or exceeding the performance of castings and machined parts. This analysis examines how and why, focusing on the mechanics that govern build quality, repeatability, and cost.
We will clarify the 3d metal printing function at the system level, from powder characteristics and energy delivery to melt pool dynamics and thermal history. You will learn how process families compare: laser powder bed fusion, electron beam powder bed fusion, directed energy deposition, and binder jetting; how volumetric energy density, scan strategy, and build orientation drive porosity, microstructure, and residual stress; what post processing steps such as heat treatment, hot isostatic pressing, and surface finishing contribute; and where design for additive manufacturing unlocks weight reduction and part consolidation. We will also quantify costs using simplified models, outline inspection and qualification workflows, and map applications to realistic performance envelopes. By the end, you will be able to evaluate when metal AM is technically and economically viable, and when conventional routes still win.
Current State of 3D Metal Printing
Market overview
Metal additive manufacturing has shifted from niche prototyping to targeted production, supported by sustained double‑digit growth and expanding material portfolios. In 2023, the global market was about USD 2.4 billion and is projected to reach USD 20.0 billion by 2033, a 23.6% CAGR, indicating strong long‑term confidence and capital investment in the 3D metal printing function across sectors global market outlook. The United States generated USD 1.61 billion in 2023, with forecasts to USD 6.56 billion by 2030 at a 22.2% CAGR, reflecting increased adoption in regulated industries and defense supply chains U.S. market outlook. Process families remain diverse, from laser and electron beam powder bed fusion to directed energy deposition and bound metal extrusion plus sintering. Hybrid strategies that combine printing with CNC finishing are increasingly standard as organizations push for production‑grade tolerances.
Industry usage and key sectors
Aerospace and defense continue to lead adoption, accounting for roughly 29.6% of demand in 2023 as designers exploit lattice structures, internal channels, and part consolidation to reduce mass and assembly steps aerospace share and examples. Case examples include IN718 fuel system components achieving about 25% weight reduction and near 70% assembly time reductions through part consolidation. Automotive programs deploy aluminum and steel alloys for lightweighting brackets, tooling, and thermal components, often targeting 10 to 15% mass savings for subsystem efficiency. Healthcare uses patient‑specific implants, porous bone‑mimicking structures, and surgical guides to compress lead times from weeks to days while improving fit. Research labs and energy sectors are expanding usage for heat exchangers, neutron‑compatible components, and high‑temperature fixtures.
Advantages over traditional methods and accessibility
Additive processes minimize buy‑to‑fly ratios, reduce tooling, and accelerate iteration, which shortens development cycles and de‑risks late design changes. Complex internal features, conformal cooling, and graded lattices are printed directly, enabling performance that is impractical with casting or machining. Accessibility also matters. The Virtual Foundry’s open, sinter‑based approach with Filamet lets manufacturers, artists, and universities create pure metal parts on widely available equipment, lowering capital barriers and enabling distributed production. For teams evaluating adoption, start with parts that suffer from multi‑step assemblies, high scrap, or long tooling lead times; apply design for additive manufacturing rules to consolidate features; and plan hybrid finishing for critical interfaces. This positions organizations to scale from prototypes to production with validated workflows.
Innovations Led by The Virtual Foundry
Filamet™ and its unique properties
Filamet™ is a high metal loading composite filament engineered for standard FFF and FDM printers, enabling a practical 3d metal printing function without powder handling. With up to 90 percent metal by mass and a PLA based binder, it prints similarly to PLA, then sinters to a solid metal part as the polymer is removed and the particles fuse. The encapsulated powder architecture improves safety and shop compatibility, detailed in The Virtual Foundry’s process guide on affordable metal printing. A hardened steel nozzle of at least 0.6 mm is recommended due to abrasion, along with slow extrusion speeds for consistent flow. Designers should account for predictable linear shrink, commonly 10 to 20 percent depending on alloy, use setters and refractory media, and calibrate shrink factors with simple coupons.
Application advantages in art, jewelry, and manufacturing
For art and jewelry, Filamet™ enables lattice, filigree, and topologically intricate forms that are difficult with casting or hand fabrication. Bench workflows such as tumbling, burnishing, and patination apply directly to sintered bronze, copper, or steel, allowing distinct finishes while retaining dimensional fidelity. In manufacturing, teams print metal prototypes, soft jaws, and end use brackets with minimal tooling, often reducing material waste by up to 90 percent versus subtractive methods and compressing prototype lead times by as much as 75 percent. Practical tips include sparse infill to accelerate debind, uniform wall thickness for even heat flow, and sintering with a carbon bed to wick binder. These practices reduce warpage, improve density consistency, and shorten iteration cycles.
Adoption in aerospace and nuclear
Aerospace teams validate complex cooling channels, weight optimized lattices, and sensor housings before committing to high cost production routes. With aerospace representing roughly 30 percent of metal AM activity, faster design loops with real metals provide measurable gains in mass, stiffness, and thermal performance. In nuclear applications, printing custom collimators, shielding inserts, and precision fixtures on demand improves maintainability and reduces downtime. Parts are printed in open architecture, then sintered in controlled atmospheres or vacuum to achieve repeatable results, supported by Filamet characteristics and manufacturing guidelines. This accessible path explains the technology’s traction in environments with rigorous technical requirements.
Technological Analysis: Why 3D Metal Printing Succeeds
Innovation in metal alloys tailored for 3D printing
The shift from repurposed wrought alloys to AM‑native chemistries is central to the 3d metal printing function, since printability, defect tolerance, and post‑processing response are all alloy dependent. Research programs are designing microstructures for rapid solidification and repeated thermal cycling, for example hypersonic‑grade compositions funded in 2023 to survive extreme thermal flux and stress gradients 3D‑printed hypersonic alloys initiative. Multi‑material routes are also maturing, where bimetal components such as IN718 with AISI 316L are co‑fabricated by print, debind, and sinter to place strength, creep resistance, and corrosion resistance exactly where needed bimetallic IN718‑316L via print‑debind‑sinter. Parallel advances in multi‑principal‑element superalloys show exceptional hardness‑to‑density ratios, promising higher temperature margins than many legacy nickel systems overview of superalloys. Actionable practice: select alloys with wide processing windows and matched coefficients of thermal expansion for multi‑metal builds, tune scan and infill strategies to control heat accumulation, and plan heat treatments to stabilize phase distributions before final machining.
Advantages of hybrid manufacturing techniques
Hybrid workflows, combining additive builds with targeted CNC, improve performance and cost. Additive forms the internal lattices and channels that conventional methods cannot, then subtractive steps lock in tolerances, surface fits, and bearing interfaces. This approach reduces material waste, often by an order of magnitude compared to full billet machining, and can compress lead times substantially when fixturing is designed once for both stages. Practical guidance: leave machining stock on critical faces, define datum features in the print for repeatable workholding, and schedule stress‑relief before finish cuts to mitigate distortion. For sustainment, directed deposition or printed patches can restore worn features, followed by remachining to spec, which is valuable in MRO environments.
Role of The Virtual Foundry in accessible 3D printing
The Virtual Foundry operationalizes accessibility by enabling metal on standard FFF and FDM platforms using high metal loading filaments, then completing parts through debinding and sintering. This decouples capital cost from capability, which opens metal to labs, small manufacturers, and artists while still supporting engineering use cases. The company’s process guidance, including kiln profiles, atmosphere control, and shrink compensation, shortens the learning curve and raises yield. In practice, teams can prototype geometrically complex stainless or copper components, sinter to achieve functional metal properties, then hybridize with light CNC for precision interfaces. The result is a pragmatic path from concept to end‑use metal parts that aligns with modern alloy and hybrid trends.
Implications for Industries and SMEs
Empowering manufacturers
By bringing metal additive capability to standard FFF platforms through high metal loading filament and sintering, manufacturers can realize lattice infills, conformal cooling channels, and topology-optimized features that machining cannot reach. Lead times for tooling inserts and jigs often drop up to 75 percent, while design-of-experiments loops compress to days. The 3d metal printing function enables part consolidation, reducing fasteners and welds that create failure points. For SMEs, iterating on a shop-floor FFF printer, then sintering to full-metal density, shortens PPAP and limits outsourcing. The Virtual Foundry’s open approach lets teams tune sintering profiles by alloy and section thickness.
Cost efficiency and sustainable practices
Material and energy efficiency translate directly to unit economics and sustainability. Metal AM routes typically use only the material that becomes the part, with scrap reductions of 60 to 90 percent compared with subtractive workflows, as summarized in sustainable manufacturing analyses. Selected value chains report energy savings up to 50 percent when distributed production replaces centralized machining, according to industry sustainability statistics. Lighter optimized parts also reduce lifetime emissions; aerospace brackets produced through AM have been linked to double-digit cuts in waste, water, and energy, reported by the World Economic Forum. For SMEs, filament-based feedstock lowers capex, simplifies ventilation and powder handling, and supports incremental scale-up.
On-demand manufacturing and customization
On-demand production is now practical for high-mix, low-volume businesses. By storing SKUs as parametric CAD and validated process recipes, SMEs can print near-net parts only when required, then sinter and finish within 24 to 72 hours. This reduces physical inventory by 20 to 40 percent, improves service for spares and engineered-to-order items, and cuts obsolescence. Integration with MES and Industry 4.0 toolchains links printer telemetry, furnace cycles, and inspection data to serial numbers, enabling closed-loop SPC. Actionable next steps include building a parametric component library, qualifying sintering profiles per alloy, and standardizing hybrid finishing paths such as CNC skim cuts, tumbling, and heat treatment.
Case Study: The Virtual Foundry’s Success Story
Successful implementation: custom spray paint adaptors
A representative deployment of Filamet involved producing custom spray paint adaptors that measure 47 mm by 31 mm by 31 mm and weigh 75 g. Printed on a standard FFF platform and sintered in-house, the parts replaced a machined solution with no tooling cost and minimal fixture requirements. Total cost landed at roughly 3 to 10 times less than traditional milling or other metal AM routes, while setup time and iteration cycles were shortened through direct digital iteration. Lead time compression aligned with broader additive benchmarks, with up to a 75 percent reduction in some builds, and material waste fell sharply compared to subtractive paths, often approaching the 90 percent savings seen in AM. Detailed parameters, sintering setup, and cost comparisons are documented in the company’s playbook, available here: functional metal parts case study.
Client feedback and measurable outcomes
Users reported consistent densification and reliable fit for the adaptor interface after a short calibration cycle, noting that dimensional offsets for shrinkage were predictable and repeatable. Feedback highlights included product quality, rapid support response, and clear process guidance that reduced trial-and-error during the first production runs. Teams cited improved agility, since design tweaks could be validated overnight without vendor scheduling or minimum order constraints. Measured outcomes included elimination of external machining queues, reduced per-part cost at low volumes, and smoother transfer to downstream finishing such as media blasting and polishing. Collectively, these factors expanded the 3d metal printing function from prototyping to end-use service parts in a controlled, auditable workflow.
Lessons and insights
Three insights stand out. First, open architecture, the ability to run high metal loading filament on common FFF printers, collapses capital barriers and accelerates adoption without locking users into proprietary ecosystems. Second, process control matters, teams should print calibration coupons, characterize XYZ shrink, optimize shell thickness and infill, and follow a validated debind and sinter profile with appropriate refractory setup and carbon environment. Third, hybridization raises part value, critical features can be machined post-sinter to tolerance, while internal complexity remains economically produced by AM. Actionable takeaway, institutionalize a short design for sintering checklist, define shrink factors, sintering orientation, support strategy, and postprocessing steps before releasing parts to production. This playbook equips SMEs to scale from single fixtures to steady production with predictable cost and quality.
Future Trends and Developments
Predicted growth in the 3D metal printing sector
The metal additive market is on a steep trajectory, with multiple analyses projecting compound annual growth rates near 23 to 24 percent through 2030, reaching roughly 35 billion dollars globally. In the United States, forecasts indicate expansion to more than 6.5 billion dollars by 2030, driven by aerospace, automotive, energy, and medical applications that benefit from lighter designs and customized geometries. Adoption is further accelerated by material efficiency, since additive workflows can cut waste by up to 90 percent compared to subtractive processes, and by shorter development cycles, where lead times often fall by 50 to 75 percent. Expect the 3d metal printing function to shift from isolated prototyping into integrated, certifiable production cells with in-line inspection and automated post processing. Actionable next steps include building AM-first design pipelines, establishing part families with common validation plans, and investing in standardized material property databases aligned with ASTM F42 guidance.
New materials and technologies on the horizon
The next wave centers on AM-native alloys, including precipitation-hardening stainless steels, high-conductivity copper grades, and refractory systems for radiation shielding and high-temperature duty. Research is expanding into high-entropy alloys, oxide-dispersion-strengthened steels, and tailored microalloying that stabilizes porosity and grain size during sintering. Process innovations will include multi-material deposition for graded properties, machine-learning models that predict distortion and density, and hybrid workflows that combine additive preforms with precision CNC for tolerance-critical surfaces. Large-format directed energy processes will grow for infrastructure and tooling, while bound-metal routes will expand through improved debinding chemistry, nanoscale sintering aids, and inert or vacuum furnace controls that tighten variability. Teams should formalize qualification methods, for example CT scanning of coupons, porosity targets below 2 percent, and shrinkage characterization across build orientations.
The Virtual Foundry’s role in future innovations
The Virtual Foundry is positioned to scale accessibility, leveraging Filamet to run on standard FFF equipment and kiln-based sintering to achieve up to 98 percent base-metal purity. This open, modular approach decouples hardware lock-in, allows rapid material iteration, and lowers entry cost for manufacturers, artists, and labs. Expect the company to advance higher metal loadings, tighter shrink variance in the 13 to 20 percent range, and expanded portfolios spanning stainless, copper, bronze, and tungsten for thermal, structural, and nuclear uses. Practical guidance is central, from validated sintering schedules with forming gas or argon, to setters and wicking media that control carbon and support geometry. As data sets mature, look for design allowables, repeatable surface finishing playbooks, and partnerships that bridge prototyping to certified production, strengthening the path from idea to end-use metal parts.
Conclusion and Takeaways
Key findings and insights
Metal additive manufacturing has matured into targeted production, with the market valued near 2.1 billion dollars in 2020 and sustained double digit growth thereafter. The 3d metal printing function excels at complex geometries, delivering up to 90 percent material waste reduction and lead time cuts as high as 75 percent compared to some subtractive workflows. Aerospace remains a major demand driver, accounting for roughly 30 percent of applications, but industrial, medical, and tooling use cases are accelerating as AM native alloys and hybrid strategies expand capability. Within this landscape, The Virtual Foundry has lowered adoption barriers by enabling pure metal parts on standard FFF platforms through Filamet and predictable sintering workflows. The approach suits rapid iteration and functional parts, as shown by compact adaptors and heat management components that benefit from lattice infills, conformal features, and post sinter finishing.
Actionable steps and the pivotal role of The Virtual Foundry
Start with a part selection matrix that prioritizes value from weight reduction, thermal performance, or consolidation, then pilot on existing FFF printers using metal filament and a controlled sintering cycle. Apply DfAM rigor, compensate for predictable shrinkage in CAD, plan green part handling, and combine pre sinter machining with post sinter CNC for tight features. Instrument pilots with KPIs, measure cycle time, density, scrap rate, and cost per part to target 50 to 75 percent lead time improvements. Scale with hybrid workflows that blend AM and machining, and standardize sintering profiles and setters. Leverage The Virtual Foundry’s technical guidance and community to shorten learning curves, stabilize yield, and accelerate transition from prototypes to production.