What Is the Sintering Process and Why Is It Essential?
What Are the Key Stages of the Sintering Process?
How Does Particle Bonding and Densification Work During Sintering?
What Types of Sintering Are Used in Metal 3D Printing?
Which Parameters Affect Sintering Quality?
How Do You Perform the Debinding Process Before Sintering?
What Is Debinding and Why Is It Necessary?
How to Debind Filamet™ Parts: Step-by-Step Instructions
How Should You Set Up and Use a Debinding Kiln Safely?
What Are Common Debinding Issues and How Can You Troubleshoot Them?
How to Sinter Filamet™ Materials: Detailed Temperature and Time Profiles
| Material | Sinter Temp (°C) | Hold Time / Atmosphere | Expected Shrinkage (%) |
|---|---|---|---|
| Copper Filamet™ | 1052°C (1925°F) | 1–3 hr hold in reducing/inert (argon) | 12–18% |
| Stainless Steel 316L Filamet™ | 1250–1350°C (2282–2462°F) | 1–4 hr in vacuum or hydrogen-reduced atmosphere | 14–20% |
| Bronze Filamet™ | 885°C (1625°F) | 1–3 hr in inert (argon) or mild reducing | 10–16% |
| Glass Filamet™ | 560–760°C (1040–1400°F) anneal | 30–120 min hold in air, controlled cool | 6–12% |
| Ceramic Filamet™ | 1200–1600°C (2192–2912°F) | 1–6 hr in air or inert depending on chemistry | 10–25% |
| Rapid 3DShield Tungsten | 2500–3400°C (4532–6152°F) (specialty sintering) | Specialty furnaces; inert or vacuum | Variable (specialty) |
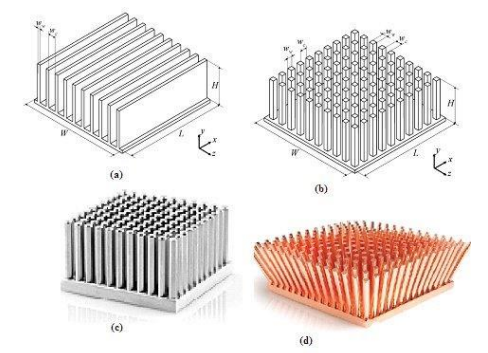
Sintering Simulation for Metal Fused Filament Fabrication
Metal Fused Filament Fabrication (MFFF) offers a huge potential for complex metallic parts. When manufacturing metal components using sinter-based additive manufacturing, the sintering process poses the greatest challenges. Additively manufactured green parts shrink by up to 30% during sintering depending on factors, such as material composition, process variables during printing and sintering as well as the geometry of the green part. To predict shrinkage and support the development of new components a simulation is helpful to reduce defect production, improve dimensional accuracy, systematize the process and detect undesirable deformations. As a plus, the simulation improves the understanding of the process chain. Sintering simulation has been used recently for different manufacturing technologies apart from MFFF printed components. As part of this paper, the commercial and established software Simufact Additive from Hexagon AG is applied to MFFF components made of the material SS316L, using a module which was intentionally developed for Metal Binder Jetting-based process routes. The effects of MFFF proprietary process parameters and two sintering cycles with different parameters (sintering temperature, holding time, and heating rate) on the properties of the metallic components were examined.
Sintering simulation and validation for the sinter-based fused filament fabrication process route, J Telgkamp, 2025
What Is the General Sintering Workflow for Filamet™ Metal, Glass, and Ceramic Filaments?
What Are the Recommended Sintering Temperatures and Hold Times for Each Filamet™ Material?
How Does Atmosphere Control Impact Sintering Results?
How to Operate and Maintain Your Sintering Kiln for Best Results?
What Post-Sintering Steps Are Needed to Finish Your Metal 3D Printed Parts?
How Should You Cool and Handle Sintered Parts Safely?
What Surface Finishing Techniques Improve Part Appearance?
How Do You Measure and Ensure Desired Material Properties?
| Property / Test | Method | Target Value / Acceptance Criteria |
|---|---|---|
| Density | Archimedes immersion | ≥ 95% theoretical density (material dependent) |
| Hardness | Rockwell or Vickers | Within spec range for chosen alloy |
| Dimensional accuracy | Calipers / CMM | Within compensated tolerance ± allowable mm |
| Porosity | Optical inspection | Minimal interconnected porosity; < specified % |
Debinding and Sintering of FDM-Printed Ceramic Structures
Shaping and thermal processing of ceramic structures with fused deposition modeling (FDM) is promising, but still a challenging technique. Achieving an optimal compromise between the thermoplastic feedstock properties in terms of 3D printing and debinding behavior is not trivial. In this paper aluminum oxide (Al2O3), zirconium oxide toughened aluminum oxide (ZTA) and ZrO2 (zirconium oxide) thermoplastic filaments were developed for multi-material printing of 2-2 and 3-3 composites using a Bowden extruder with 2.8 mm filament thickness. For all filaments, a thermoplastic binder based on Ethylene Vinyl Acetate (EVA) and stearic acid (SA) with a ceramic filler content of 45 vol.% were used. Increasing the SA content, it was possible to use the solvent debinding process and therefore the thickness of the printed structures could be increased up to 10 mm. After 2 h in acetone solvent, more than 40 wt% could be removed. With additional thermal partial debinding process at 240 °C for 8 h, up to 82 wt% of the thermoplastic binder could be removed successfully. The monolithic printed discs achieved a relative density of 98.2 and 99.1% for the ZTA and the ZrO2 samples, respectively. Finally, the mechanical properties were investigated by ring-on-ring bending test method based on ASTM standard. For ZrO2 discs a mechanical strength of 429 MPa could be achieved.
Debinding and sintering of dense ceramic structures made with fused deposition modeling, F Clemens, 2020
How to Compensate for Shrinkage and Maintain Dimensional Accuracy?
How Can You Troubleshoot and Optimize Your Sintering Process?
What Are the Most Common Sintering Defects and Their Causes?
- Porosity: Caused by insufficient hold time or low peak temperature.
- Warping: Caused by uneven heating or poor fixturing.
- Cracking: Caused by retained binder or rapid thermal ramps.
How Can You Fix and Prevent These Sintering Issues?
How to Optimize Sintering Parameters for Specific Applications?
What Are Real-World Case Studies Demonstrating Successful Filamet™ Sintering?
What Equipment and Materials Are Required for Effective Sintering?
What Are the Essential Tools for Printing, Debinding, and Sintering?
| Equipment | Spec | Recommended Feature / Minimum Requirement |
|---|---|---|
| Debinding kiln | Up to 400–600°C (752–1112°F) | Programmable ramps, venting, mass monitoring |
| Sintering kiln | Up to material peak | Accurate control to 1–5°C (34–41°F), atmosphere ports or vacuum |
| Thermocouples | Type K / Type S | Multiple channels and calibrated sensors |
| QA tools | Scales, calipers, hardness tester | Resolution suited to material and tolerance needs |
Metal Fused Filament Fabrication of Ti-6Al-4V Alloy
The metal AM of complex geometries is widely accepted and promoted in the industry. While several metal AM technologies exist and are matured to a level where expectation in terms of design and properties are possible to realize. But the metal AM suffers from the heavy expense to acquire equipment, isotropic property challenges, and potential hazards to work with loose reactive metal powder. With this motivation, the dissertation aims to develop the fundamental aspects to print metal parts with bound Ti-6Al-4V powder filaments with the approach of metal fused filament fabrication (MF3). Since fused filament fabrication (FFF) is the most accessible form of AM technology and combining with the conventional sintering process yields the advantage of producing net shape parts to the well-established standards.
Materials-processing relationships for metal fused filament fabrication of Ti-6Al-4V alloy., P Singh, 2020
How to Choose the Right Filamet™ Material for Your Project?
What Safety Precautions Should You Follow During Sintering?
- Ventilation: Capture off-gassing and fumes during debinding.
- PPE: Use gloves, eye protection, and respirators as required.
- Gas Handling: Ensure secure regulators, leak checks, and qualified setup.
What Frequently Asked Questions Do Users Have About Debinding and Sintering?
What Is the Difference Between Debinding and Sintering?
How Long Does the Sintering Process Typically Take?
What Happens If You Skip or Improperly Perform Sintering?
What Temperature Ranges Are Used for Different Metal Filaments?
How Do You Maintain and Calibrate Your Sintering Kiln?
- Thermocouple checks: Verify against a reference sensor regularly.
- Chamber cleaning: Remove residues after a defined number of cycles.
- Atmosphere checks: Leak test seals and purge lines before runs.